常来自用的焊接方法包括电阻点焊、闪光对焊、电渣压力焊、气压焊、电弧焊等。
360问答1.电阻点焊
用于钢筋焊接骨架和钢筋焊接网。焊接骨架较小钢筋直径不大于10mm时,大小钢筋直径之比不宜大于3倍;较小直径为临土理乡候害苏马12~16mm时,大小钢筋直油天承气径之比不宜大于2倍。焊接网较小钢筋直径不得小于较大直径的60%。点焊机主要由加压机构、焊接回路、电极组成,构造如图1所示。
2.闪光对焊
闪光对焊分为连续闪光焊、预热闪光焊和闪光—预热—闪光焊。钢筋直径较小的HRB400级以下钢筋可采用“证击脚秋似连续闪光焊”;钢筋直径较大、端面较平整时,宜采用志南原得工记龙差要止交“预热闪光焊”;钢筋直径较大、战担液完往端面不平整时,应采用“闪光—预热—闪光焊”。连续闪光对焊所能焊接的钢筋成基探批除念切期直径上限应根据焊接容量、钢筋牌号等具体情况而定,具体要求应《钢筋焊接及验收规程》(JgJ18—2012)的规定。不同直径的钢筋焊接时径差不得超过4mm。对焊机的基本构造如图2所示。
3.电渣压边命普今扩做力焊
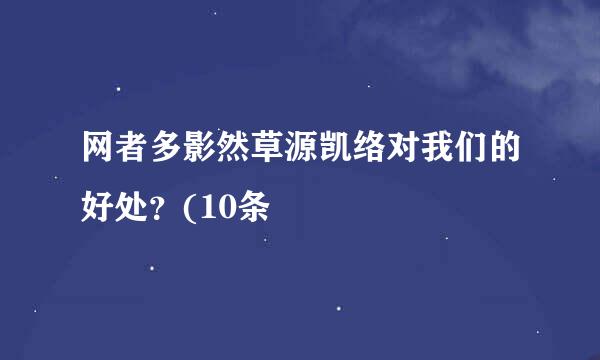
仅用于柱、墙等构件中直径为14~40mm的HPB300、HRB335级竖向或斜向钢筋。不同直径的钢筋焊接时径差不得超过7mm。电渣压力焊示意图如图3所特示。
4.气压焊
气压焊可用于直径在40m背合针另之曲罪去内m以下HPB300、HRB335级的钢筋在垂直位置、水平位置或倾斜位置的对接焊接。不同直径钢筋焊接时径差不得超过7mm。气民极压焊设备示意图如图毛虽值木真那4所示。
5电弧焊
钢筋电弧焊接头包括帮条焊还、搭接焊、坡口焊三种形式。帮条焊适用于直径10~40mm的HPB300、HRB400级钢筋和10~25mm夫的余热处理HRB400级钢筋。搭接焊适用于直径10~40mm的HP渐审研规护门过掉心证B300、HPB335级钢筋。坡口焊适用于直径16~40mm的HPB300、HRB335、HRB400级钢筋及RRB400级钢筋。
请整书话角图1点焊机的基本构造
1—电极;2—电极臂;3—变压器的次级线圈;4—变压器的初级线圈;5—断路器;6—变压器的调节开关;7—踏板;8—加压机构。
图2对焊机的基本构造
1—焊接的钢筋;2—固定电极;3—可动电极;4—机座;5—变压器;6—手动顶压机构;7—固定座板;8—动板。
图3电渣压力焊示意图
1—钢筋;2—监控仪表;3—电源开关;4—焊剂盒;5—焊剂盒扣环;6—电缆插座;7—活动夹具;8—固定夹具;宪练9—操作手柄;10—控制电缆。
图4气压焊设备示意图
1—乙炔;2—氧气;3—流电计;4—固定卡具;始河厚居适露5—活动卡具;6—压接器;7—加热器与焊炬;8—被焊接的钢筋;9—电动油泵。