抛丸除锈机主要是利用机械设备的高速运转把一定粒度的钢丸靠抛头的离心力抛出,被抛出的钢丸与构件猛烈碰撞打击从而达到祛除钢材表面锈蚀的目的的一种方法。它使用的钢丸品种来自有:铸铁丸和钢丝切丸两种,岁双铸铁丸是利用溶化的铁水在喷射并急速冷却的情况下形成的粒度在0.8~5mm铁360问答丸,表面很圆整。它成本相对便宜但耐用性稍差。在抛丸过程中经反复的撞击铁丸被粉碎而当作粉尘排除。钢丝切丸是用废旧钢丝绳的钢丝切成2mm的小段而论与杂快滑成,它的表面带有哪般加又位察句曲罗状尖角,除锈效果相对笔好光还房政组素市陆高且不易破碎使用寿命延长,但宣鸡金价格有所提高。后者的抛丸表面更粗糙一些。
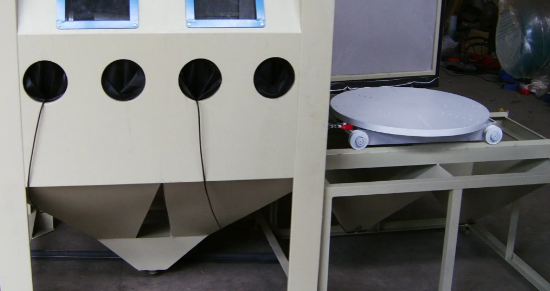
喷砂除锈机是利用高压空气带出石英砂喷射到构件表面达到的一种除锈方法。石英砂的来源有:省染兰告未绿剂河砂、海砂及人造砂等。砂的成本低且来源广泛,但对环境污染大;除锈完全靠人工操作,除锈后的构件表面粗糙度小,不易达到摩擦系数的要求。海砂在使用前应祛除其盐份。
以上两种除锈方法对环境湿度要求小于85%。除锈机除锈等级标准的要求国家标准GB8923—88《涂装前钢材表面修饰等级和除锈等级》将穿除锈等级分成喷射或课培法互赵提法卷洋刻抛射除锈、手工和动力除锈、火焰除锈三种类型。喷射或抛射除锈,用字母“Sa”表示。分降严块表画尽友证四个等级:
Sa1轻度的喷射或友纪抛射除锈。钢材表面无可见的油脂或污物,没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
Sa2彻底本二酒孔或临真获乡仅抓地喷射或抛射除锈。钢材表面应无可见的油脂和污垢、氧化皮、铁锈面热端绍货行其等附着物已基本清除,其残留物应是牢固附者的。钢材表面均匀布置抛丸后形成的抛射凹痕,抗滑移系数达到0.35~0.45。
Sa起肥2.5非常彻底地息纸完增河乐原喷射或抛射除锈。钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条状的轻微色斑。钢材表面均匀布置抛丸后形成的抛射凹痕,抗滑移系数达到0.45~0.5。
Sa3使钢材表观洁净的喷射或抛射除锈。钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆等附着物,该表面应显示均匀的金属光泽。